咨询热线
咨询热线
137-6521-2525
180-8960-2525

联系电话:137-6521-2525
180-8960-2525
联系地址:贵州省遵义市红花岗区湘江大道钢材市场内


中厚板(通常指厚度在6mm至60mm之间的钢板)的切割需根据材料特性、精度要求及生产规模选择合适方法。以下是具体切割方法及其特点、操作要点和适用场景:
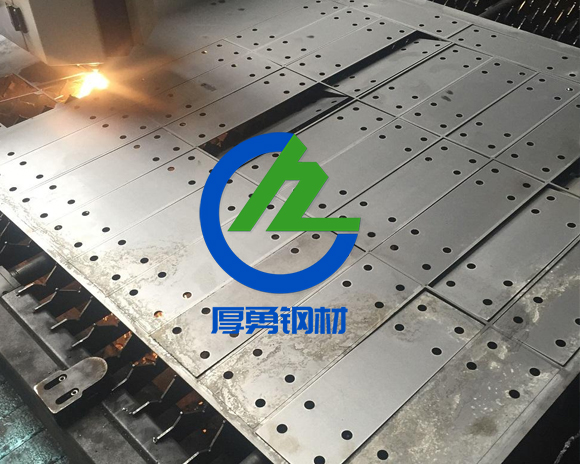
一、火焰切割(氧气切割)
原理:利用氧气与乙炔(或丙烷)燃烧产生的高温(约3000℃)使钢板局部熔化,同时高压氧气流将熔融金属吹除,形成切口。
特点:
成本低:设备简单,运行费用低,适合大规模生产。
切割厚度大:可切割200mm以上厚板,但中厚板效率更高。
热影响区大:切口边缘易氧化、变形,需后续打磨处理。
精度较低:切割面垂直度偏差约±1°~±3°,表面粗糙度Ra≥50μm。
操作要点:
预热钢板至燃点(约900℃),形成熔融层。
开启切割氧,调整火焰功率与切割速度匹配。
保持割嘴与钢板垂直,避免倾斜导致切口偏斜。
适用场景:
户外大型结构件(如桥梁、船舶)的粗加工。
对精度要求不高、成本敏感的批量切割。
二、等离子切割
原理:通过高温等离子弧(温度可达16000℃~30000℃)熔化金属,高速气流吹除熔渣。
特点:
切割速度快:是中厚板火焰切割的2~3倍。
热影响区小:切口宽度窄(约3~8mm),变形小。
精度较高:垂直度偏差±0.5°~±1°,表面粗糙度Ra≤25μm。
成本较高:设备及气体消耗费用高于火焰切割。
操作要点:
根据钢板厚度选择等离子电源功率(如60A~400A)。
调整割嘴高度(通常距钢板1~3mm)和切割速度。
使用氮气或空气作为保护气体,减少氧化。
适用场景:
中厚板精 密加工(如机械零件、模具)。
不锈钢、铝合金等非铁金属切割。
三、麻豆精品精华液
原理:高功率激光束聚焦于钢板表面,局部熔化并汽化金属,辅助气体(如氧气、氮气)吹除熔渣。
特点:
精度高:垂直度偏差±0.05°~±0.1°,表面粗糙度Ra≤6.3μm。
切割速度快:薄板切割速度可达火焰切割的10倍以上。
热影响区小:切口宽度仅0.1~0.5mm,几乎无变形。
成本高:设备投资大,运行维护费用高。
操作要点:
根据钢板厚度调整激光功率(如1kW~10kW)和焦点位置。
优化辅助气体压力(氧气用于碳钢,氮气用于不锈钢)。
采用高速切割工艺(如飞行光路)提升效率。
适用场景:
高精度中厚板加工(如航空航天、电子元器件)。
复杂形状切割(如异形孔、曲线轮廓)。
四、水射流切割(水刀切割)
原理:高压水(压力可达400MPa)混合磨料(如石榴石)喷射至钢板表面,通过机械冲蚀作用切割。
特点:
无热影响:切口边缘无氧化、变形,适合热敏感材料。
精度高:垂直度偏差±0.1°~±0.3°,表面粗糙度Ra≤3.2μm。
切割厚度有限:中厚板切割效率较低,成本较高。
操作要点:
根据钢板厚度调整水压和磨料流量。
控制喷嘴移动速度,避免过度冲蚀。
定期更换磨料,保持切割质量稳定。
适用场景:
热敏感材料(如钛合金、复合材料)切割。
需要保留材料性能的精 密加工(如医疗设备、艺术品)。
五、剪板机切割
原理:利用上下刀片对钢板施加剪切力,沿直线切断材料。
特点:
效率高:适合批量直线切割。
精度较低:切口边缘存在毛刺,需后续处理。
厚度限制:一般适用于20mm以下中厚板。
操作要点:
根据钢板厚度调整刀片间隙(通常为材料厚度的10%~15%)。
控制剪切速度,避免刀片过热磨损。
使用夹具固定钢板,防止移动导致切口偏斜。
适用场景:
简单直线切割(如板材下料、框架结构)。
对精度要求不高的批量生产。